
Raw material selection, precision manufacturing and understated results contribute to Australia’s best performing pultruded FRP.
Everyone knows a quality product starts with quality ingredients and processes and the same is true for Fibre Reinforced Polymer (FRP).
Wagners Composite Fibre Technologies (CFT) Global Business Development Manager, Michael Kemp said to understand why a product outperforms its competitors you have to look at and understand how that performance is achieved.
Simply put..he said “it’s what’s inside that counts.”
“We’re really good at communicating about our composite materials to people as to their performance as bridge girders or boardwalk structures or as utility poles,” Michael Kemp said.
“But what leads to that performance? and what’s the volume of effort that has gone into the development of these products for Australian conditions? That’s the question we want to explore further!” Mr Kemp said.
“To start with, the key process that we use at Wagners CFT is pultrusion. It’s been around since the end of World War Two and the technique has been significantly developed since then to make it the most automated way to combine glass fibre and resin and make a product like we have,” he said.
“Other methods might include filament winding, moulding or even hand layup; but pultrusion certainly from a labour hours, kilogram or tonne of composites produced, is the most efficient, and when you are an Australian manufacturer that is important from a cost-effectiveness point of view.”
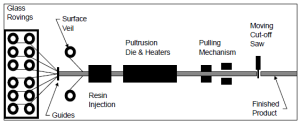
Pultrusion is a manufacturing process that creates Fibre Reinforced Polymer (FRP) structural profiles by pulling continuous fibres through a resin bath and heated die.
“We start with glass fibre rovings and inject a resin into those glass fibre rovings, which then as a saturated product passes through a die. Inside that die the resin will cure because of heaters that we strap to the outside of the die; so it’s a heat initiated curing process,” Michael Kemp said.
“The finished product comes out of the die and we literally pull the finished product through – so the whole process moves because we are pulling on the finished product; hence we call it pultrusion,” Mr Kemp said
“As the sections come off the machine we cut them to length, so it does mean that we can produce very long lengths and generally we’re only limited by what we can put on a truck or transport,” he said.
“So there are many glass manufacturing plants around the world and it is pretty much a commodity nowadays. But glass isn’t glass; there’s many different types and there’s lots of tricks to getting it to work in conjunction with a resin system, so it’s very important that the two are compatible.”

Pictured – Wagners’ staff inspecting a utility pole as it comes out of the die on the pultrusion machine.
In Australia we have very strict design and compliance standards and codes for construction and so manufacturers provide tabled results against these minimum requirements for customers.
“The products we produce are all contained in our product guide and design guide, which is all available on our website. We have tables in those documents which are full of numbers and these tables have been modelled on steel tables,” Michael Kemp said.
“Structural engineers will easily find the information that they’re looking for on these tables and some of the things they might look at include the tensile strength of FRP which is upwards of 600 Mpa; so it’s a very high strength product in general,” he said.
“And the other key property to look at is the tensile modulus which is 40 GPA, where steel would be 200; so it differs from steel in some areas but it’s similar in others,” he said.
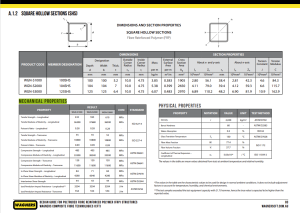
Pictured – You can find the mechanical and physical properties of Wagners CFT profiles in the Design Guide.
Results achieved and detailed in these tables are largely dependent on the selection of raw materials.
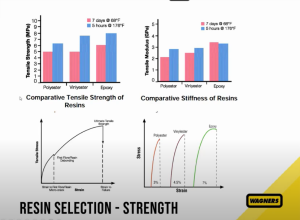
“The first thing that I’d really like to focus on is the resin selection and there’s three main categories of resin when we’re talking about pultrusion which include Epoxy, Vinyester and Polyester; they’re the really common ones,” Michael Kemp said.
“The differences between Polyester and Vinylester is really what we’re going to focus on; if we’re talking about cost of the resins Polyester is the cheapest, Vinylester is more expensive and Epoxy is more expensive again,” Mr Kemp said.
“Following the cost continuum, Polyester is the lowest performing through to Epoxy. Now these are resin properties and resin modulus not of a combined laminate. So, we’re just looking at the resin itself,” he said.
Wagners CFT use Vinylester resin because of its high tensile strength which lends to better durability thanks to reduced occurrence of micro-cracking under load.
“Different applications will be different, but for Wagners’ products were primarily talking about structural products including beams, poles, bridges these sorts of things; so, one thing that is important to us is this strain capacity, or on a resin data sheet you’ll see it called elongation to failure,” Michael Kemp said.
“And what we see is that with a Polyester, we get a relatively small elongation to failure with a Vinylester it’s bigger and with Epoxy it can be bigger again,” Mr Kemp said.
Pictured – Wagners CFT use Vinylester resin because of its high tensile strength which lends to better durability thanks to reduced occurrence of micro-cracking under load.
“When we look at a stress strain curve, it’s this first little glitch on the graph where we get either our first crack or our first noise; you might not notice a difference in modulus, but you’ll start to hear first micro cracking, and with a polyester resin, we see that this first cracking will happen at a fairly low number,” he said.
“It might happen at 50% of the ultimate capacity of a sample; now with a Vinylester resin we’re seeing that right up at the top of the graph much higher so typically with our products, we’re starting to hear that cracking at upwards of 90% of its final capacity.”
“So what does that mean? If we move this line from a fairly low area on this curve up to a higher area, it means that in our operating range of the product we’re not getting that cracking, so we’re going to see it last for a longer life. Cracking in pultrusion is an entry point, and whether it’s sitting in water, sitting in acid or some sort of corrosive area it’s the initiation of a potential durability issue. Going to Vinylester we see that we get a higher tensile strength, a higher tensile modulus and we get a better durability outcome.”

Pictured – Vinylester resin has a higher tensile strength and higher tensile modulus which translates into better durability. And this is hugely important in environments like the Taupo Volcanic Zone of New Zealand’s North Island.
But it’s also the superior resistance to water and hydrolysis compared to other resins that contributed to Wagners’ decision to exclusively use Vinylester resin.
“When we talk about water, a lot of our product is going into a saltwater environment, trying to get away from corrosion of traditional materials. Vinylester resins are much more resistant to use in the water and hydrolysis certainly than Polyester resin,” Michael Kemp said.
“So while Polyester is a cheaper resin to Vinylester, Vinylester will outperform it in a marine environment and will lend itself to better durability which is how we can achieve a 50-year design life for our marine piles,” Mr Kemp said.
“It does come down to a fair bit of chemistry as well. So we’re seeing that because of their superior chemical stability they’re also tolerant of stretching, or their elongation to failure is better, so we’re not getting that micro cracking in the matrix and we haven’t got that avenue for the onset of moisture absorption and therefore durability issues,” he said.

Pictures – Wagners FRP profiles perform well in marine environments because we use Vinylester resin which has superior resistance to water and hydrolysis compared to other resins.
Checking for manufacturing faults in FRP is also easier than one might think.
“It’s easy to check if the composite has been processed well and this is a test you can easily do in a boardroom or in a field. You can either use a product called diecheck, or it works just as well with a Sharpie, a texter or a whiteboard marker,” Michael Kemp said.
“Cut a piece of FRP and sand it until it’s as smooth as you can get it; then colour in the end of the pultrusion with your marker, then wipe off any excess. And what you will see is that the marker will penetrate the FRP where there is a crack or indeed if there is dry fibre,” Mr Kemp said.
“The faults and inconsistencies quickly become very apparent and obviously a sample with lots of cracks or voids and dry glass is indicative of an inferior product that is not going to meet its full strength, stiffness, and durability” he said.
“And the issues that we see in imported products are these cracks in the profile caused by shrinkage. When you process Vinylester and Polyester resins you’ve got to account for that shrinkage in the manufacturing process; if you don’t, you will get cracking inside the section and this becomes an avenue for moisture to get in and to start causing problems and impacting the longevity or durability of the product.”

Pictured – Checking the quality of FRP is easy and can be done using a whiteboard marker.
The next raw ingredient to consider is glass; and it’s the glass that provides the structural strength to the end product.
“One of our first projects in Australia was Coutts Crossing spanning the Orara River, in northern New South Wales and we were bonding imported pultrusion, one on top of the other, to make web beams,” Michael Kemp said.
“Now with traditional pultrusion 90% of it is longitudinal fibre, so we had to hand laminate on the outside of these girders with a plus and minus 45 degree double bias glass fibre so that we could carry shear loads which happen at plus or minus 45 degrees,” Mr Kemp said.
“Through frustration of trying to do so much hand laminating, and during some innovation sessions we said, what we really need to do is to get this double bias glass into our pultrusion. Now that simple comment led to the development of pull-winding and Wagners CFT is now one of the largest pull-winders in the world; pull-winding some of the largest profiles in the world,” he said.
For more information on Coutts Crossing Bridge visit https://digitalcollections.qut.edu.au/1951/1/27125.pdf

Pictured – See the longitudinal fibres and plus/minus 45-degree angle fibres for those shear properties.
Knowing the Australian Standards and downplaying the averaged results of testing using Weibull theory means that structures designed from Wagners CFT have massive strength reserves and are guaranteed to meet minimum standards and code compliance.
“So we’ve got our resin, we’ve got our glass and we’re making quality pultrusion. How do we now work out how strong it is? Well we use ASTM standard D7290, which very specifically covers the derivation of characteristic values for use in civil engineering structures very simply; there’s not a lot of disputing it, that’s exactly what the standard is for,” Michael Kemp said.
“We have to determine material properties in accordance with the standard, such as this one, to be able to use it in accordance with our loading codes. Australian loading codes are factored loads and they require material properties that have been downgraded to account for manufacturing variability,” Mr Kemp said.
“The standard uses a Weibull distribution as opposed to a normal distribution and we are calculating a characteristic value, so I’ll try to explain that with an example,” he said.
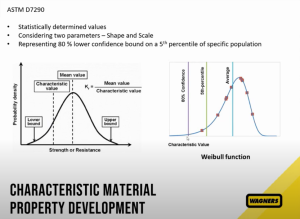
Pictured – By using Weibull theory customers can be confident every Wagners CFT profile meets minimum standards and code compliance.
“You can see that if we’re talking about a normal distribution on the left, it’s the same either side of the mean; a Weibull function enables you to slant your distribution to account for what’s really happening and then a characteristic value is right down here, so it can be well off your average.”
“And these are the numbers that we’re putting in our design guides and it’s critical if you’re a specifying engineer that you ensure that the numbers that you’re using for design work are characteristic values.”
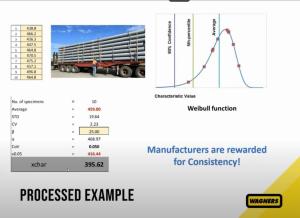
“So just to give you a quick example of what that means, here’s 10 tests, they are actually a compression test on a sample ranging from 436 at the lowest up to 496 at the highest across 10 values. When we put that through this process, we get a characteristic value of 395, so you can see it’s a considerable downgrade from the actual average of 459.”
“We’re well below the average, we’re more than two and a half standard deviations away from the average; so what we are giving you is a characteristic value with 80% confidence and these are the numbers that we are producing in our design guides.”

Pictured – Wagners CFT R&D Team testing UV resistance of painted FRP profiles.
Wagners CFT has its own inhouse Research & Development team that performs all the testing on FRP products against Australian standards for Australian conditions.
“We’re testing everything, we’re testing connections, we’re testing coupons, we’re testing shear, we’re testing fully worked up samples through to full bonded beams; so these are also in our design guide,” Michael Kemp said.
“And you can’t just test one, you actually have to test multiples of them to account for structural variability in manufacturing and you can see we are generally pretty good with operating typically a 5% coefficient of variation with most of our works and then we have to do a lot of quality control to make sure that we are hitting those targets,” Mr Kemp said.
“Why does it matter? Well that i-beam goes into a bridge and then a truck delivering fruit and veg on the Gatton Clifton Road drives over it and that truck driver will have no idea he’s driving across a Vinylester, ECR Glass, pull-wound pultruded beam. But you know, he’ll get to the other side and that’s, I guess, why civil engineers operate this way,” he said.

Pictured – Birkenhead Bridge in South Australia; was upgraded with a Wagners FRP BridgeDeck to reduce significant ongoing repairs on the aged timber/asphalt decking.
“So what does all this come to? From a specification point of view, what we are pushing now is the designation of a grade E40 for pultruded FRP.”
“Particularly in Europe we’ve seen them start to push grading; we have grades for steel, we have grades for concrete and we need grades for composites as a standardised marker of strength, stiffness and durability.”
“So in Europe they have a 17 and a 23 grade generally, based on modulus which comes down to having good pultrusion, having low void contents, these sorts of things.”
“Wagners consistently deliver an E-grading of E40 and that’s the summation of everything we’ve covered in this conversation; the glass selection, the resin selection, the processing and the quality control has all contributed to and leads to this E40 grading.”
“And it’s all of it, it’s not one test, it’s not an average of tests; it is the system of developing the product and that’s simply how we make sure that you are getting the best product we can possibly produce; and that it’s going to do what we say it’s going to do.”
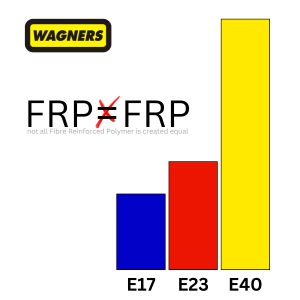
Pictured – Wagners CFT is an Australian manufacturer of pultruded FRP which consistently achieves an E-grading of 40.
“So that’s the final takeaway from this; when you are next reviewing two quotes for pultruded FRP from two different suppliers, make sure you are actually comparing apples to apples and check the E-grading.”
To watch a webinar on It’s What’s Inside that Counts featuring Wagners CFT Global Business Development Manager, Michael Kemp and Senior Composites Engineering Consultant, Rik Heslehurst https://youtu.be/r_zJAddUOac
For a copy of Wagners CFT Design Guide https://www.wagnerscft.com.au/app/uploads/2024/07/J7998_WAG_WCFT-Design-Guide-2024_WEB3.pdf
For a copy of Wagners CFT Product Guide https://www.wagnerscft.com.au/app/uploads/2024/05/wagners-cft-product-guide-2021-v05-metric-2022-updated.pdf
